Training: Educate staff on proper gowning, handling, and preventing cross-contamination.
DRAP regulatory training workshops
GMP / GDP / ISO training
Pharmacovigilance & Materiovigilance training
Medical Device Rules 2017 & Amendments training
Customized corporate regulatory training programs
Our team of experts not only work for in house but also deliver smart design solutions for cleanrooms and controlled airflow systems, engineered to meet the highest standards of contamination control and environmental precision to external clients. Our designs optimize airflow patterns, pressure differentials, and energy efficiency to support pharmaceutical, healthcare, and high-tech manufacturing environments. By combining engineering expertise with regulatory compliance, we create cleanroom solutions that ensure operational reliability, product protection, and long-term performance.
One of our company segments specialized in delivering reliable storage and cold chain management solutions designed to preserve product quality, safety, and compliance across every stage of the supply chain. Our temperature-controlled facilities and monitoring systems support pharmaceuticals, healthcare products, and sensitive materials, ensuring consistent conditions, full traceability, and regulatory alignment. With a focus on precision, reliability, and risk mitigation, we help our clients protect the integrity of their products from storage to distribution.
We provide advanced dehumidification solutions engineered for HVAC systems and critical pharmaceutical environments where precise, very low humidity (≤ 25%) control is essential. Our systems are designed to meet the stringent requirements of cleanrooms, manufacturing areas, storage facilities, and laboratories, ensuring product integrity, regulatory compliance, and process reliability. With a focus on performance, efficiency, and validation-ready solutions, we support controlled environments that demand uncompromising humidity management.
We offered complete solution for DRAP related documentation. From new company registration to existing Company documentation, dossier formation and much more.
Medical Device Establishment License (MDEL-style for DRAP)
Warehouse & Storage approval support
Pharmacist / Qualified Person appointment documentation
3. Quality Management & Compliance Services
Development of DRAP-compliant SOPs
Quality Management System (QMS) implementation
GDP, GMP & ISO 13485 documentation
Mock audits & internal compliance audits
CAPA (Corrective & Preventive Action) management
Vendor qualification & supplier audits
Training programs for regulatory & QA staff
4. Import, Export & Customs Regulatory Support
Import Permit / NOC processing
Clearance documentation for DRAP-regulated products
HS code & regulatory classification support
Coordination with Customs, DRAP & Port Health
Export registration & Free Sale Certificate (FSC)
Controlled drugs & biological shipment approvals
5. Cosmetics & Nutraceuticals (if applicable)
Cosmetic product enlistment / notification
Ingredient compliance & labeling review
Health supplements & nutraceutical registration
Advertising & claims compliance review
6. Liaison & Representation Services
Regulatory hearing support
DRAP correspondence & follow-ups
Online DRAP portal submissions
Meeting representation with DRAP officials
Deficiency response preparation
B. Biologicals
C. Medical Devices & IVDs
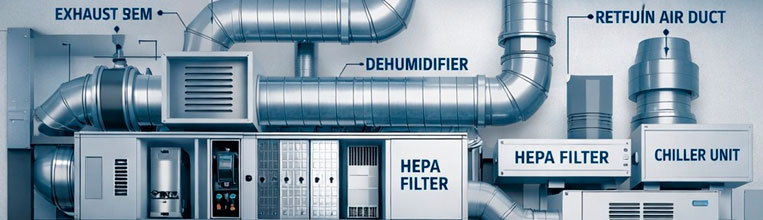
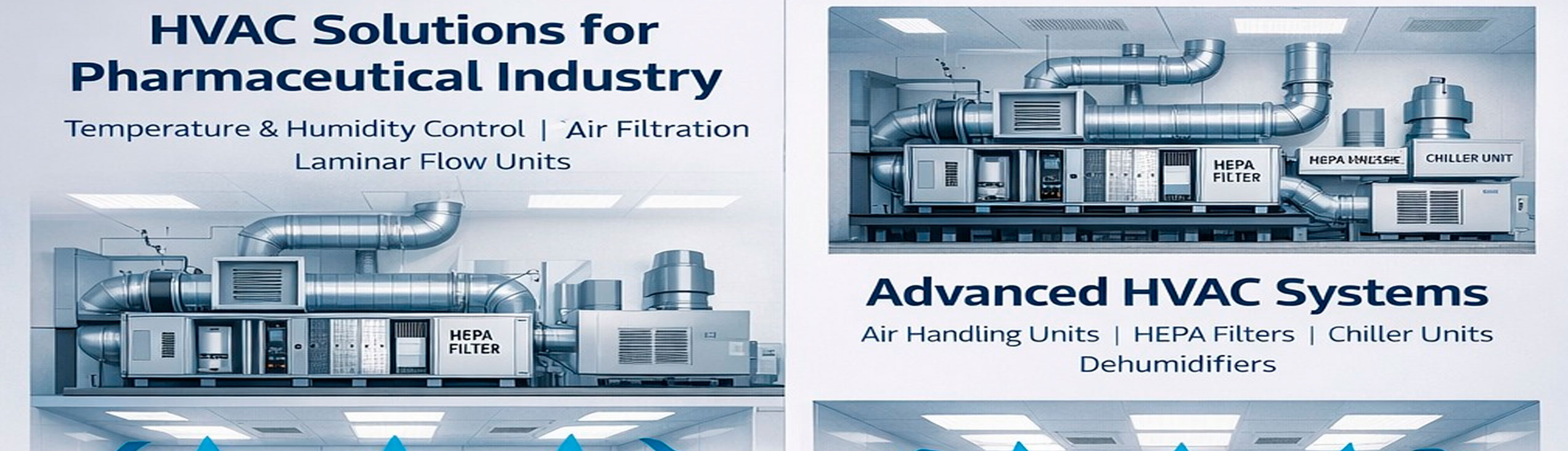
Pharmaceutical HVAC Solutions
GMP-Compliant Environmental Control for Pharma Facilities
We deliver specialized HVAC solutions for the pharmaceutical industry, ensuring WHO-GMP, and DRAP compliance. Our systems protect product quality, ensure regulatory approval, and support uninterrupted manufacturing.
What We Do
Cleanroom HVAC Systems
ISO Class 5–8 compliant designs
HEPA / ULPA filtration
Pressure cascade & airflow control
Cross-contamination prevention
Temperature & Humidity Control
Precise RH & temperature control
Solutions for solid, liquid & sterile dosage forms
GMP HVAC Design & Consultancy
Zoning & airflow planning
New facility & retrofit solutions
Risk-based GMP design approach
HVAC Validation & Testing
DQ, IQ, OQ & PQ
HEPA integrity testing
Smoke studies & room mapping
Automation & Monitoring
BMS & EMS integration
Continuous data logging
Audit-ready reports
Energy-Efficient Solutions
High-efficiency AHUs & chillers
VAV systems & energy recovery
Specialized Pharma Areas
Sterile & aseptic areas
Weighing & dispensing rooms
QC laboratories
Controlled warehouses & cold rooms
Why Choose Us
Proven pharmaceutical HVAC expertise
GMP-compliant designs & documentation
Inspection-ready systems
Energy-efficient & scalable solutions
Ready to Build a GMP-Compliant Facility?
From new pharmaceutical plants to HVAC upgrades, we deliver reliable, compliant, and efficient solutions.
Contact us today to discuss your pharmaceutical HVAC requirements.